

新聞中心
News Center
31
2024
-
01
干復機張力對復合膜質量影響
作者:
轉自《包裝前沿》
摘要:本文主要闡述干復機張力和各段張力對復合膜質量的影響及工藝控制要點。
Abstract: This paper describes the influence of tension of dry laminating machine and tension on the quality of composite film and the main points of process control.
干復機的張力系統是復合膜加工非常重要的控制因素,沒有合適穩定的張力輸出,就不可能會有好的復合膜質量,本文主要闡述干復機張力和各段張力對復合膜質量的影響及工藝控制要點。
一、干復機張力描述
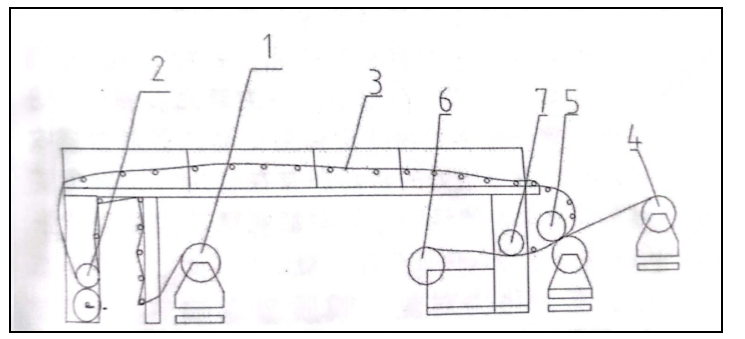
圖一 干復機結構示意圖
【1.第一放卷(主放卷) 2.涂布單元 3.烘箱通道 4.第二放卷(副放卷)
5.復合部位 6.收卷部 7.冷卻裝置】
干復工藝中的張力通俗地講就是薄膜在機器上靜止或轉動時的繃緊力,薄膜向前運行中,向前遷引力受到一定的向后阻力,阻力作用使薄膜繃緊。
二、張力形成的兩種方式
1、磁粉制動器或磁粉張力控制器,通過電流調節,用磁粉充填量增加摩擦力來抑制轉動軸轉動。
2、利用轉動輥的速度差形成張力,用速度差的大小調節張力的大小。復合機靠浮動輥或擺臂控制,由氣缸連接的浮動輥或擺臂在張力變化時,會在一定幅度范圍內變動位置,在變動位置的過程中,它連接的編碼器會傳遞電流信號到控制電機的變頻器,再由變頻器調整伺服電機的轉速來實現張力的調節。
三、干復機的幾段張力
1、第一放卷張力,由放卷軸連接的磁粉制動器控制,通過電流調節張力的大小。
2、第一放卷牽引張力,由壓輥網線輥夾著薄膜往前輸送,和放卷張力一起形成牽引張力,由張力調節控制器和細臂控制。
3、烘道張力,在涂膠壓輥和復合壓輥之間形成的張力,靠涂膠輥和復合熱輥的速度差形成。
4、第二放卷張力,由放卷軸連接的磁粉制動器控制,可電源調節大小。
5、第二放卷牽引張力,由復合鋼輥和壓輥夾著薄膜往前輸送,和放卷張力一起形成牽引張力,由張力調節控制器或擺臂控制。
6、收卷張力(包括收卷軸張力),這部分是獨立的張力控制系統,由收卷張力控制器調節,包括初始張力和錐度張力(也叫遞減體力)。
四、放卷張力的控制
第一股卷軸與涂布單元之間的張力控制及第二基材放卷軸與復合部之間的張力控制,在放卷時均采用被動式的恒張力放卷,放卷過程中隨著卷徑的減小,張力要保持基本恒定,就要由磁粉制動器通過調節轉動力矩來滿足張力恒定的要求。同時因為這兩段的距離比較短,所以張力初始值的設定要小一步,需要注意的是膜卷越重,慣性越大,放卷張力也要大;卷徑相同時膜卷越寬,張力越大。放卷張力是被動式的恒張力,隨著卷徑變小,張力要保持恒定,是由磁粉控制器調節轉動力矩控制。
五、烘道張力的控制
烘道張力是薄膜經過干燥箱時的繃緊力,是由涂布輥與復合輥的速度差產生的。通常情況下復合輥的速度要比涂布輥的速度大0.05%~0.1%,這樣才能保證膜處于繃緊平整的狀態。在干式復合機中通過調節電流輸出來改變復合輥與涂布輥的速度差,達到調節中間干燥部分的張力,這部分的張力除了受速度差的影響外,還與實際基材的伸縮率、薄厚變化、干燥溫度、干燥區的長度膜、膜的傳輸速度等因素有關。如果薄膜的伸縮率越大,在張力作用下越容易變形,所以應針對不同材質的薄膜適當調整電流輸出,改變速度差,從而得到一個合適的張力值。如果基材的厚度不均勻,復合輥和涂布輥的壓力就會波動,從而造成膜速度的變化,也即影響了張力。如果這部分的張力太小或者沒有張力,即涂布輥的速度大于或等于復合輥的速度則會出現膜的褶皺,甚至造成膜堆積現象,影響膠粘劑的涂布效果。但是也不能過大,因為受干燥溫度的影響,張力太大會使薄膜在受熱的狀態下發生不可逆的拉伸變形,甚至出現縱向的皺紋、橫向隧道式折痕等,嚴重的會造成復合膜報廢。
六、收卷在力的控制
收粉張力控制顯指收卷理與復合矩之間的張力控劃。在收卷時由磁粉離合器對卷芯施加卷取轉矩,通過卷取層間的摩擦傳達力,在最外層發生張力,這個為收卷張力。其控制目的就是使復合好的膜,收卷成良好養曲狀態的膜卷,常用的有3種張力控制方式:
1、恒慨力控制
由于整個過程中張力保持不變,張力設定值小時,收卷不齊而造成偏卷、偏心現象;張力設定值大時,收卷后薄膜不能很好地回縮而殘存一部分張力,形成一個較大的收縮力,從而使內層薄膜因受擠壓而變形,或產生硬卷現象,因此這種方式只適合于卷徑較小的膜卷,不適應目前絕大多數產品的收卷。
2、等力矩張力控制
由公式:M=FR可知,隨著卷徑增加,收卷張力將越來越小,為了減少停機次數提高生產效率,復合膜卷的直徑越收越大,因此收卷張力將會越來越小,使得膜卷不能太緊;同時膜卷也越來越重,它需要一個很大的轉矩才能轉動,所以單純恒力矩的張力控制能不能滿足要求了。
3、錐度張力控制
實踐證明采用錐度張力控制基本能解決上述問題。
隨著卷徑增加,膜卷逐漸加重,因此需要一個適宜的轉矩帶動收卷輥轉動。但是受實際工作條件和環境的影響,如果的性能(包括厚薄度、伸縮率等)、溫度、運行速度、電流的穩定性等因素,這些都會影響張力控制。
根據實際膜的情況,包括寬度、厚度、拉伸性、柔韌性等,確定使用哪種錐度張力形式。目前的干復機在設置上,一般有曲線推度張力、直線推度張力和分段錐度張力。
錐度張力選用一定要和復合膜本身的特性相匹配,比如PET/AL與PET/PE會選用不同的錐度強力。
自動控制收卷張力的機器,在張力控制系統內預先設定了張力值對應的收卷卷徑。隨著卷徑增大,張力值逐漸減小,設定多少個數值點和張力控制系統的軟件有關,理論上講,數復點越多,張力控制越精細。這個設定需要多種材質和規格的材料實踐確定,一般設備廠家合根據經驗,養不好常規產品的數據。但在實際運用中,這個設置需要一定時間的摸索才可以固定下來,固定下來的數據保存在系統內,也僅僅適用同類產品;如果做其它類產品,要對應選用系統內保存張力數據,這個適應公司各類產品,保存好的各道張力設置最好不要再隨意調整變動。目前根據收卷卷徑,手動調節張力的機器還有在使用,這就需要操作者有非常豐富的經驗,每次都能精準找到調節張力的切入點,才可以保證產品質量。
七、各段張力對復合膜質量影響
1、放卷張力
放卷張力與牽引張力太小,膜繃不緊,走膜不平和抖動,過壓輥打折;張力太大,膜拉伸會造成形變。如果是印刷料,會改變圖案間距,超出范圍,造成材料報廢。形變大收縮性強的材料,復合膜會向這一邊卷曲,嚴重的甚至會無法使用。
2、烘道張力
烘道張力太小,同樣膜運行不平整,出烘道后就會有折痕,展平導輥無法展平的情況下,造成復合折皺。張力太大,在烘道加熱的情況下,更容易使膜拉伸變形,也可能會有死折出現。同樣張力條件下,不同拉伸強度和延伸率的薄膜形變是不同的,因此張力對印刷圖案的單元有一定影響。烘道張力會對復合膜卷曲、隧道、打折等帶來不同程度的影響。張力參數穩定的情況下,原膜的物理性能穩定也非常重要。在烘道張力設定時,不要忽略抹平輥的影響(目前干復機一般都有膠水抹平輥),抹平輥的轉速、粗細、干凈程度、膠水粘度和膜的接觸力等,都對烘道張力有一些影響,比如膠水粘度大,抹平輥轉速高,就會引起烘道張力增加。在烘道張力波動或變小的情況下,涂過膠水的膜會纏繞在抹平輥上,帶來被動停機。
3、收卷張力
收卷初始張力根據材料寬度、材料結構和收卷軸直徑確定;錐度張力,根據材料厚度、最終卷直徑和材料類型確定。收卷張力是復合質量的關鍵影響因素。
收卷時,收卷力矩過大,在膜層間將會產生滑動,結果在最外層不能生成所設定的張力值,會影響到張力的實現。如果沿著卷取方向發生層間滑動,膜卷會卷得太緊,在中心部發生“菊花瓣”樣的皺紋。同時,如果張力變化過于急促,隨收卷輥的旋轉膜卷會發生橫向滑移,產生串卷現象。在收卷時采用錐度張力控制時,錐度值和初始張力的設定很重要,應根據復合膜的結構、寬度等實際情況,要使復合好的膜卷收卷狀態最好。
收卷張力,特別是初始張力控制還要做到大小適宜。通常情況下,復合膜在卷取前要充分冷卻,使復合膜定形同時也增大膠粘劑的內聚力。若不經冷卻,就要加大收卷張力,使膜卷緊。如果收卷松,則會因為基膜間膠粘劑未充分交聯固化前,內聚力小而發生相對滑動,出現隧道現象,熟化過程中會加劇隧道的長度和寬度。再則,收卷張力太小,膜卷會因內松外緊而偏卷或內層出現褶皺,不但影響外觀還影響復合膜的機械性能。
收卷張力與放卷張力在控制上是不同的。在收卷過程中,如果說收卷張力恒定不變,或變化不合適,隨著卷徑不斷增大,繞曲張力不斷增加,形成外緊內松,導致復合膜串卷,造成花瓣狀卷心現象。因此,收卷張力要采用錐度值控制,復合收卷錐度值要根據具體膜的情況來設定,要保證張力遞減合適,且不產生外緊內松現象。
各個放卷和收卷的紙管(或鋼管)是否固定也影響張力的大小和復合膜質量,當收、放卷紙管(鋼管)支撐不了膜卷的重量,在收、放卷軸上打滑時,這時膜實際的繃緊力是減小的,很可能和實際設定的張力不一致,繃緊力因紙管打滑而減小,收卷和放卷的實時張力值也變小,影響收卷的質量;放卷打滑,張力不穩定,也會影響復合膜中單層材料張力的匹配度。
收卷張力是干復工藝最重要也是最難把控的,重點考慮三個因素:張力初始值的設定、張力和材料的匹配、錐度值的設定。
八、結語
設備各段張力設定取決于機器性能、薄膜材質、材料的厚度、材料的寬度、材料的抗拉伸性、烘箱的溫度、環境(溫度、濕度)等。要經過多次實施、驗證、修改、再驗證、再修改,最終才能形成固定產品的合理收卷張力參數。這些參數形成書面資料后,可作為復合標準工藝制作的重要參考依據,為操作標準化打下基礎,并對復合膜質量穩定提供工藝支持。
Previous page
Previous page


